Se realizó la verificación de la capacidad mecánica de Sleeves de 3»,6»,10» y 16» usados en tuberías de SCH STD y de 3», 8» y 12» usados en tuberías SCH 80.
Se usó el software de cálculo mediante elementos finitos Salome Meca.
Se incluyeron los efectos de la interacción de los Slleves con el tubo y el adhesivo epóxico en el cálculo.
Se realizó un proceso de optimización para definir los mejores espesores para cada uno de los Slleves analizados.
Se modelaron los Slleves actuales y se calcularon los factores de seguridad actuales con respecto a la capacidad del material de los mismos. En el modelo se incluyó el slleve, un tramo de tubo y el adhesivo, esto con el propósito de tener en cuenta las posibles cargas generadas en la interacción de los tres elementos.
Se determinaron los factores de seguridad mínimos recomendados para los dos tipos de Slleves analizados, N=5 para SCH-STD y N=3 para SCH-80.
Se calcularon los espesores de los Slleves para los factores de seguridad óptimos.
Se actualizó el plano de los Slleves de acuerdo con la optimización realizada.
Se hizo cálculo aproximado para los esfuerzos en el adhesivo epóxico de los Slleves.
Se recomiendad modificaciones geométricas con el fin de reducir los esfuerzos sobre el adhesivo.
De los análisis se pudo determinar cómo elemento crítico el adhesivo epóxico que une el tubo con el Slleve. Se recomienda tener en cuenta la modificación geométrica planteada en el capítulo 8 de este informe para los Slleves de SCH-80 que presentan condición crítica de esfuerzos sobre el adhesivo.
Las fichas técnicas del adhesivo Sintepox Resina: R-319 y Endurecedor E-2860 reportan su resistencia máxima
a cargas de cizallamiento. Se recomienda obtener pruebas de su resistencia a las cargas axiales ya que según
lo indica la bibliografía [8] para los adhesivos epóxicos las cargas cricas son las producidas por los esfuerzos
principales.
Se recomienda realizar análisis térmico para verificar que la temperatura inducida sobre el epóxico y el O-Ring
durante la soldadura no supere la temperatura de degradación de cada uno de estos elementos. De esa manera se podrá
recomendar la longitud óptima de los Slleves y definir la geometría final de los mismos.
De acuerdo con lo revisado en reunión técnica con el cliente, se recomienda realizar análisis radiográfico o similar
en una muestra de Slleves de SCH-80 12 in para verificar que no exista corrosión inducida por posibles daños que pudiera
tener el adhesivo epóxico.
Se presenta tabla comparando los espesores de la tubería en la que se usa el Slleve y el espesor optimizado del mismo
para análisis por parte del cliente. Este resultado es preliminar ya que se modificaría con los posibles cambios de longitud
producidos por los análisis térmicos recomendados en el punto anterior.
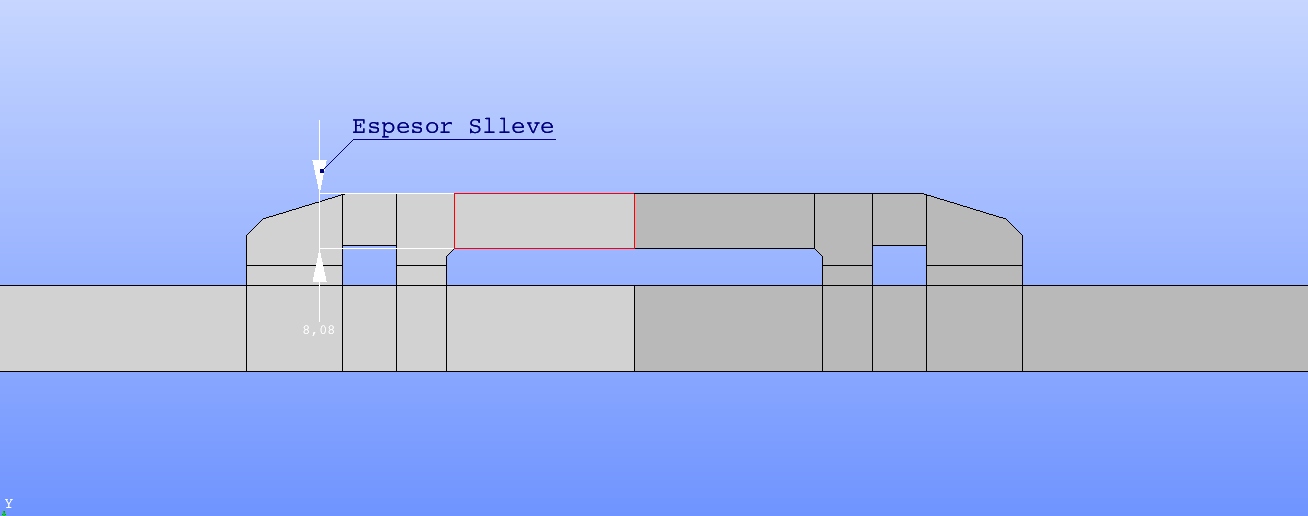
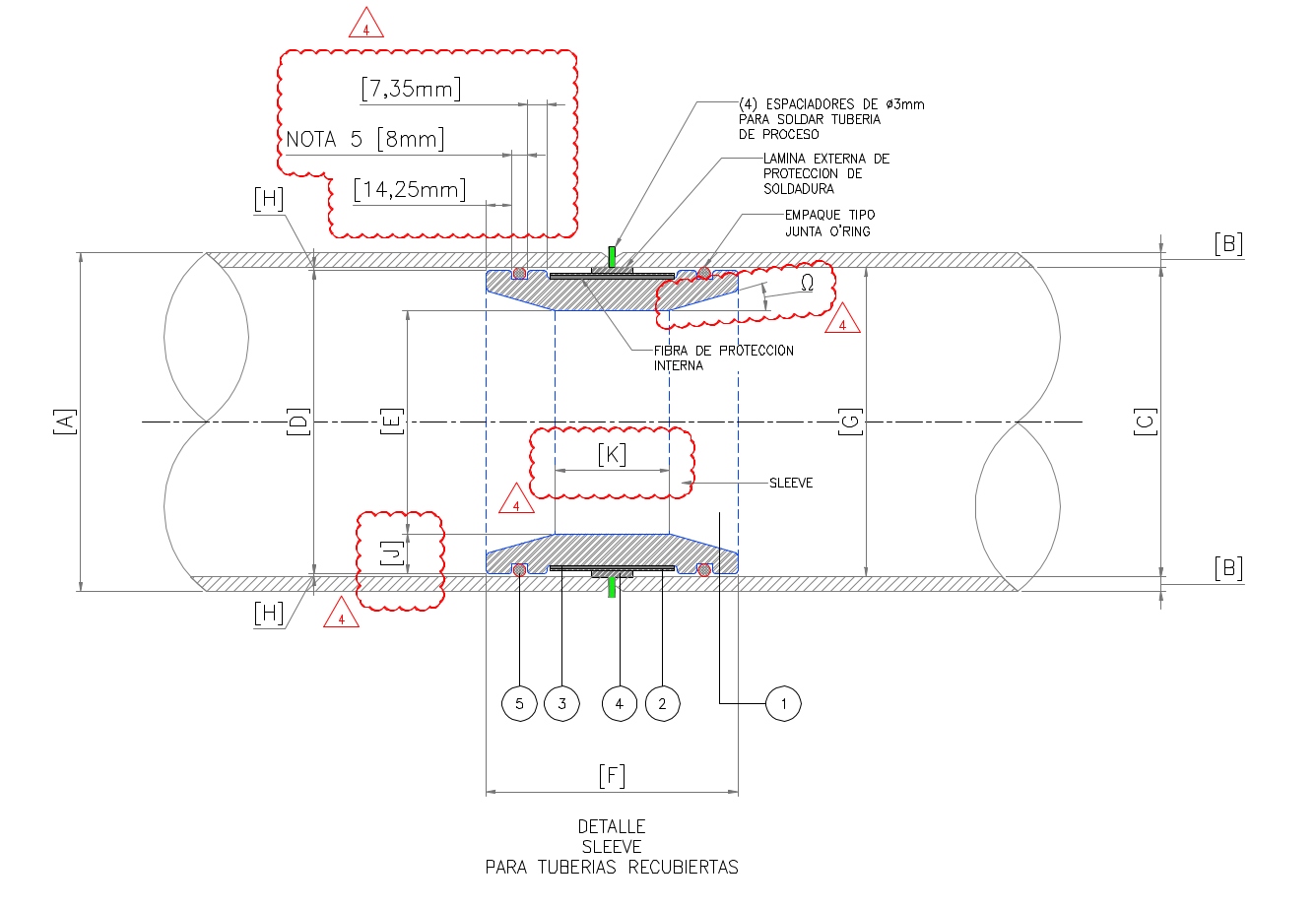
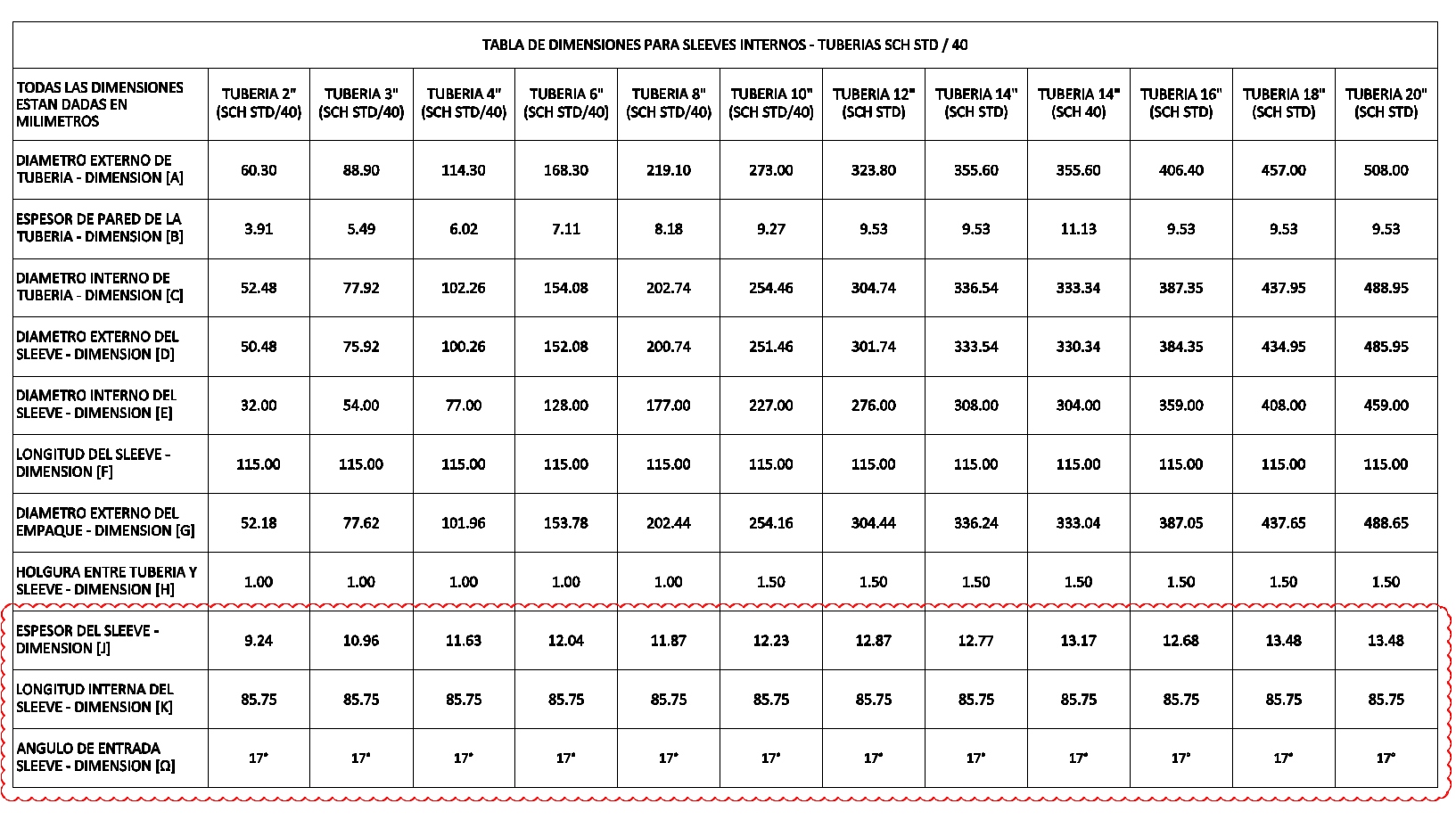
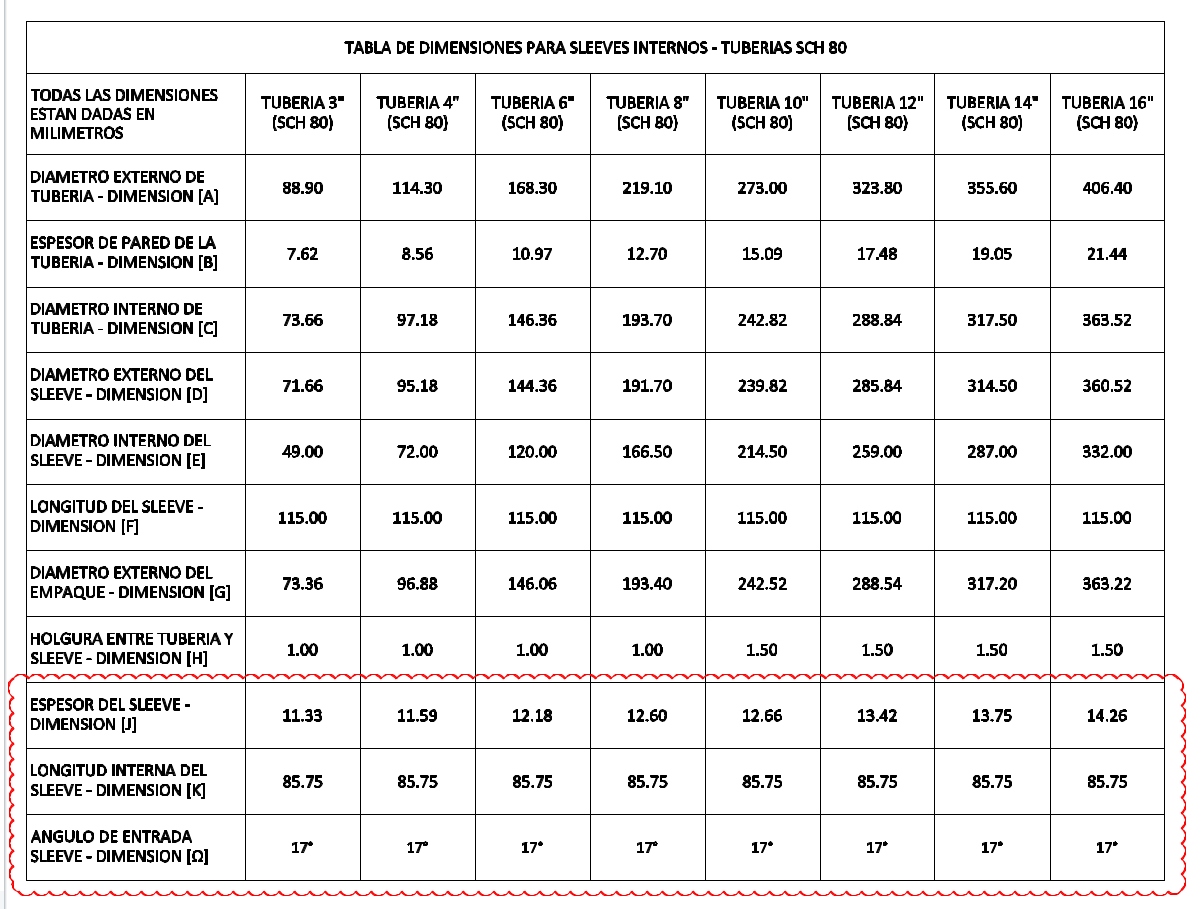
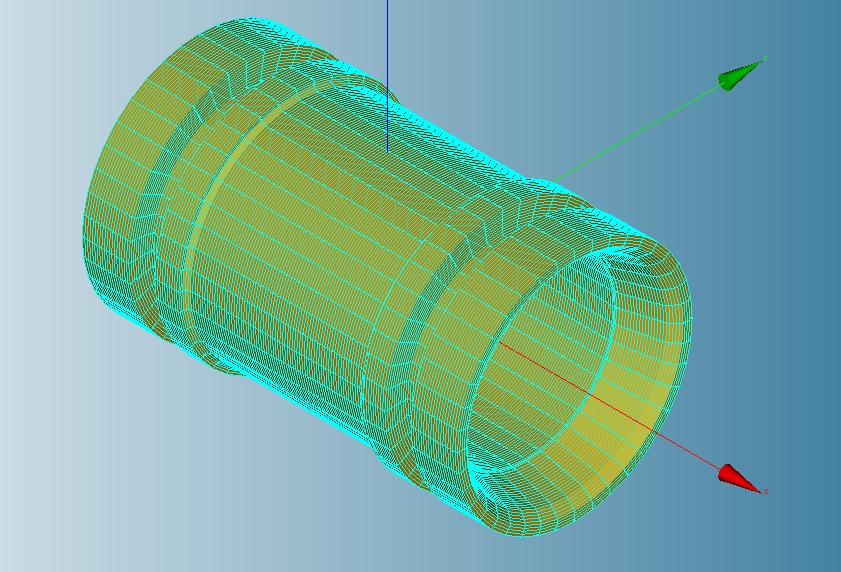
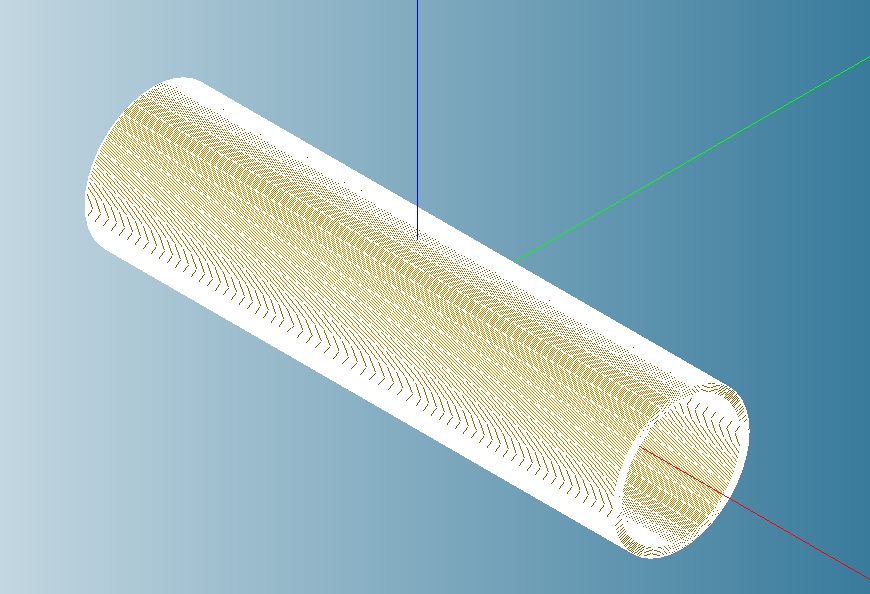
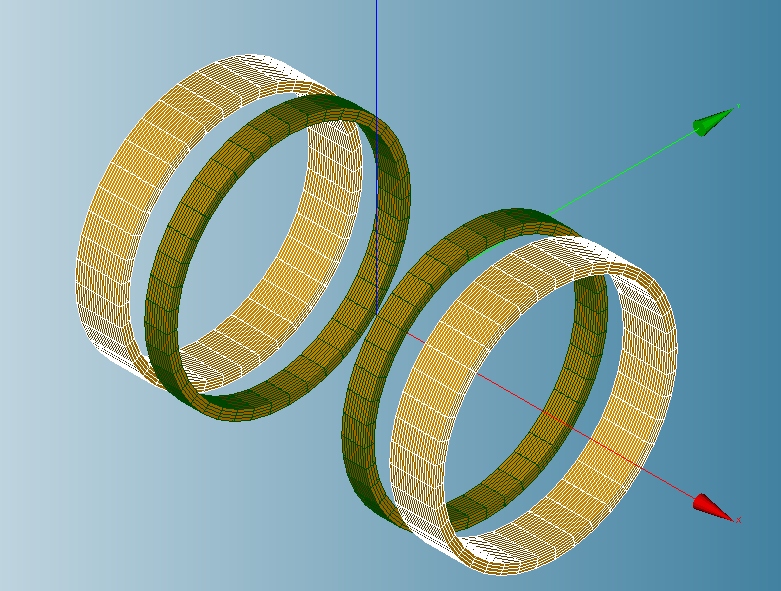
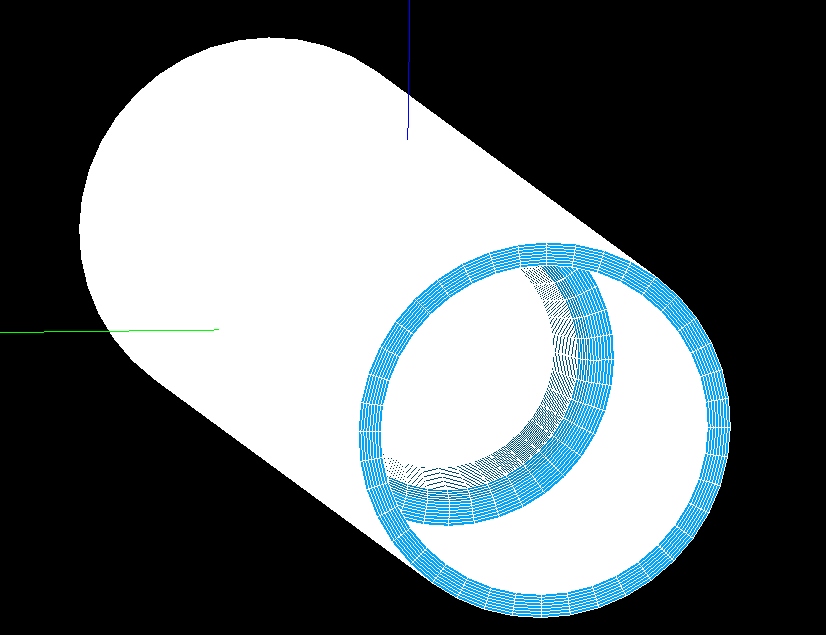
Se modeló la geometría de los Slleves, un tramo de tubo y el adhesivo epóxico para cada
caso analizado. La información con la geometría de los slleves fue suministrada por el cliente
en el plano: GATH-LCI-407-95-23-065.dwg mostrada en las siguientes figuras.
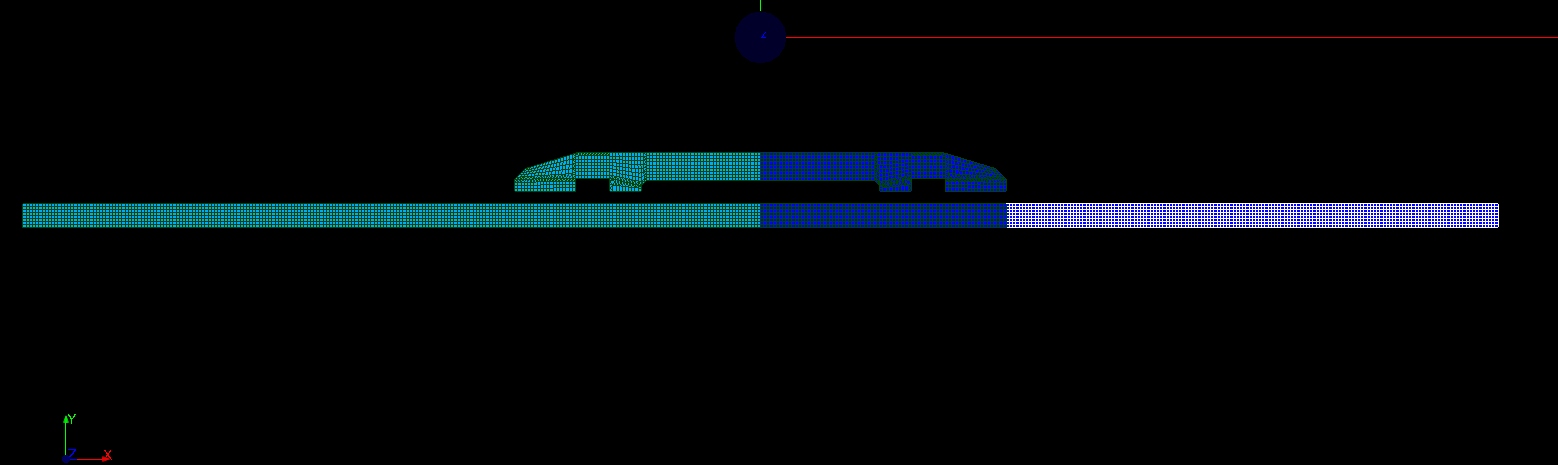
La malla de elementos finitos construida para el modelo se realizó mediante la rotación
del perfil de la geometría del conjunto Slleve, tubo, adhesivo. Haciendola de esta manera
fue posible construirla en forma mapeada (Elementos de 4 lados) lo que por ser mas
eficiente que la triangularización ahorra tiempo de computo.
El conjunto modelado incluye un tramo de tubo con lo que se permite trasladar las cargas
producidas por la flexión de este al Slleve.
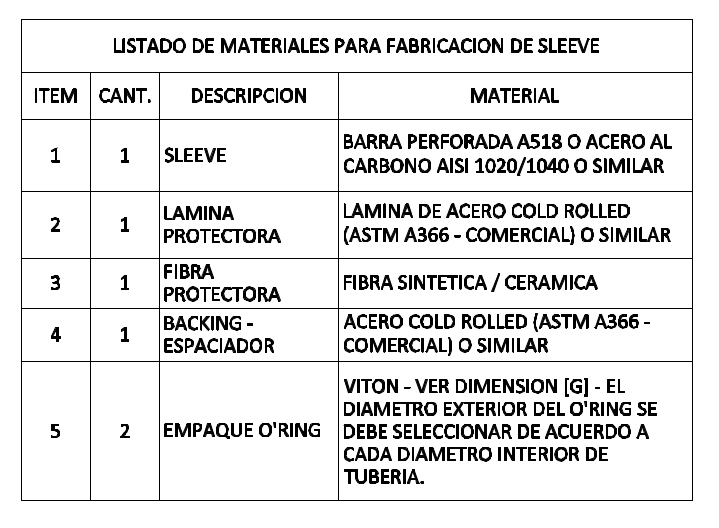
Se modelaron los elementos tubo, epóxico y Slleve como un ensamble para permitir la asignación
de las propiedades a cada material según corresponde en la realidad.
El adhesivo epóxico se representó cómo un área de sección rectangular entre el tubo y el Slleve.
Para un análisis mas detallado de los esfuerzos sobre el epóxico se requeriría un levantamiento
detallado de la geometría de este material en la unión.
Las cargas sobre los modelos realizados corresponden a la presión interna ejercida por
el fluido, las transmitidas por el tubo debidas a los momentos de flexión entre soportes
y las cargas térmicas, que según se explica adelante, son despreciable en los casos que
corresponden a este estudio.
En la siguiente figura se presentan los datos de entrada para la presión de Slleves de
SCH-STD según nos fue entregada por parte del cliente.
La presión utilizada para el cálculo fué la máxima de diseño y no la presión de prueba
hidrostática, teniendo en cuenta que los factores de seguridad incluidos son suficientes
para que la prueba hidrostática esté en un rango seguro.
Los modelos se cargaron de acuerdo con lo indicado lineas arriba en el numeral
correspondiente a las cargas y se corrieron con el software de elementos seleccionado
(Ver numeral Software).
Los resultados se obtuvieron de manera gráfica y en forma tabular que se anexa a este
informe.
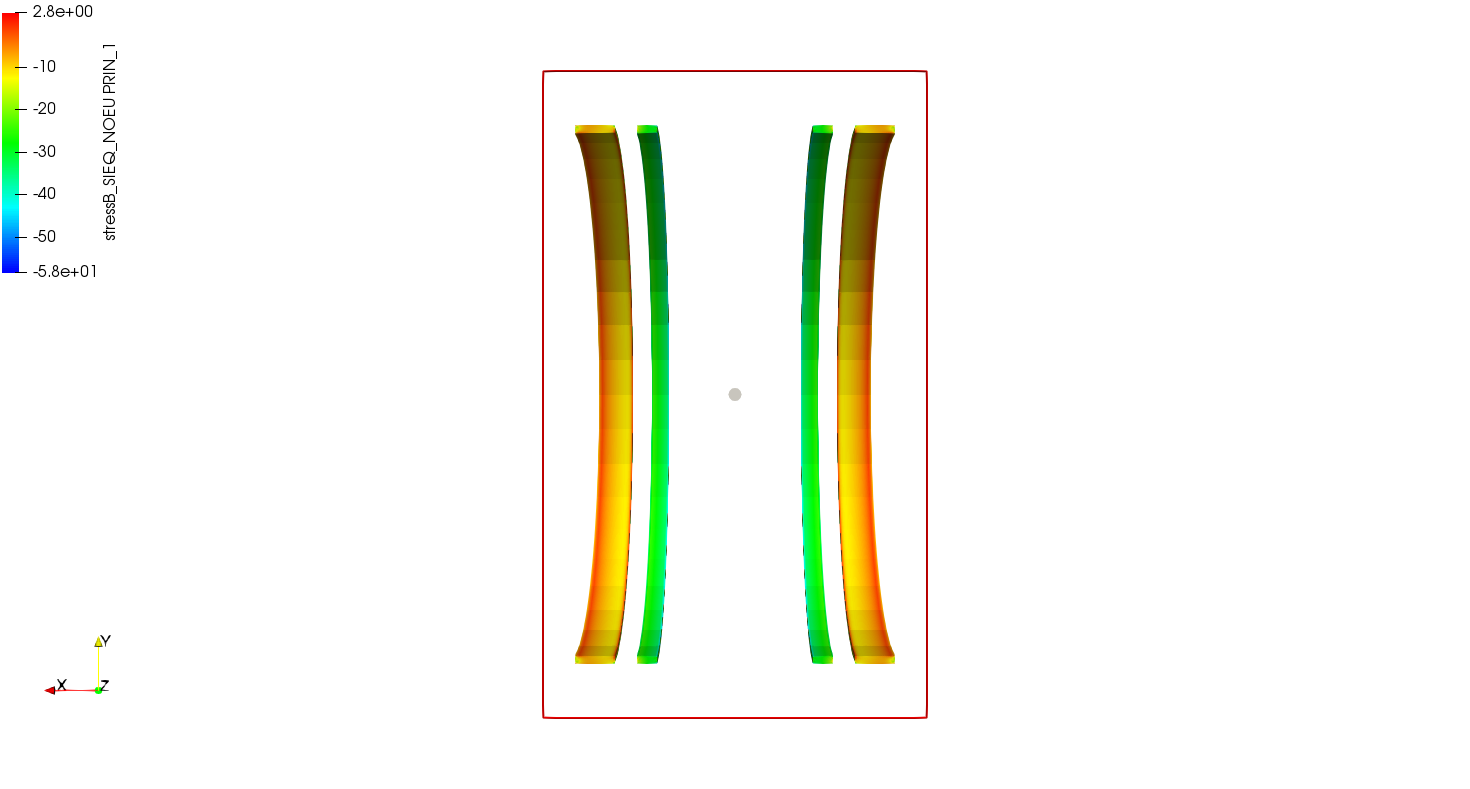
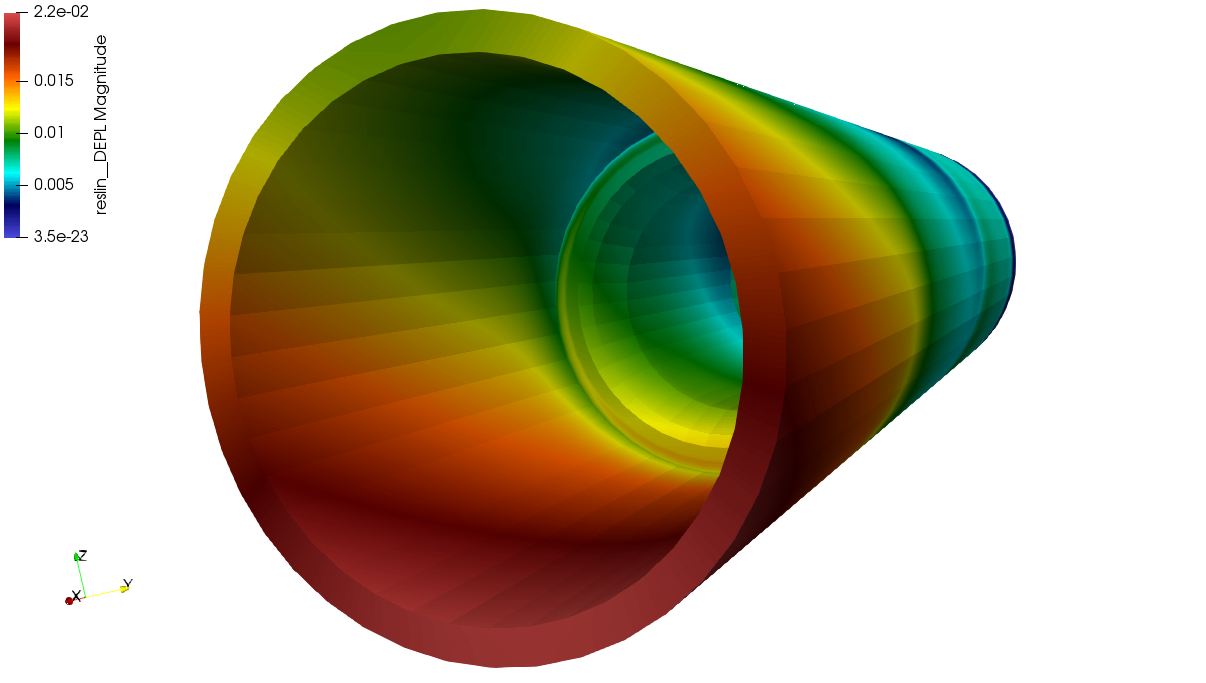
Deformaciones unitarias conjunto Slleve 3in SCH-STD.¶
Se presentan resultados gráficos de las deformaciones unitarias de uno de los modelos
después de su corrida
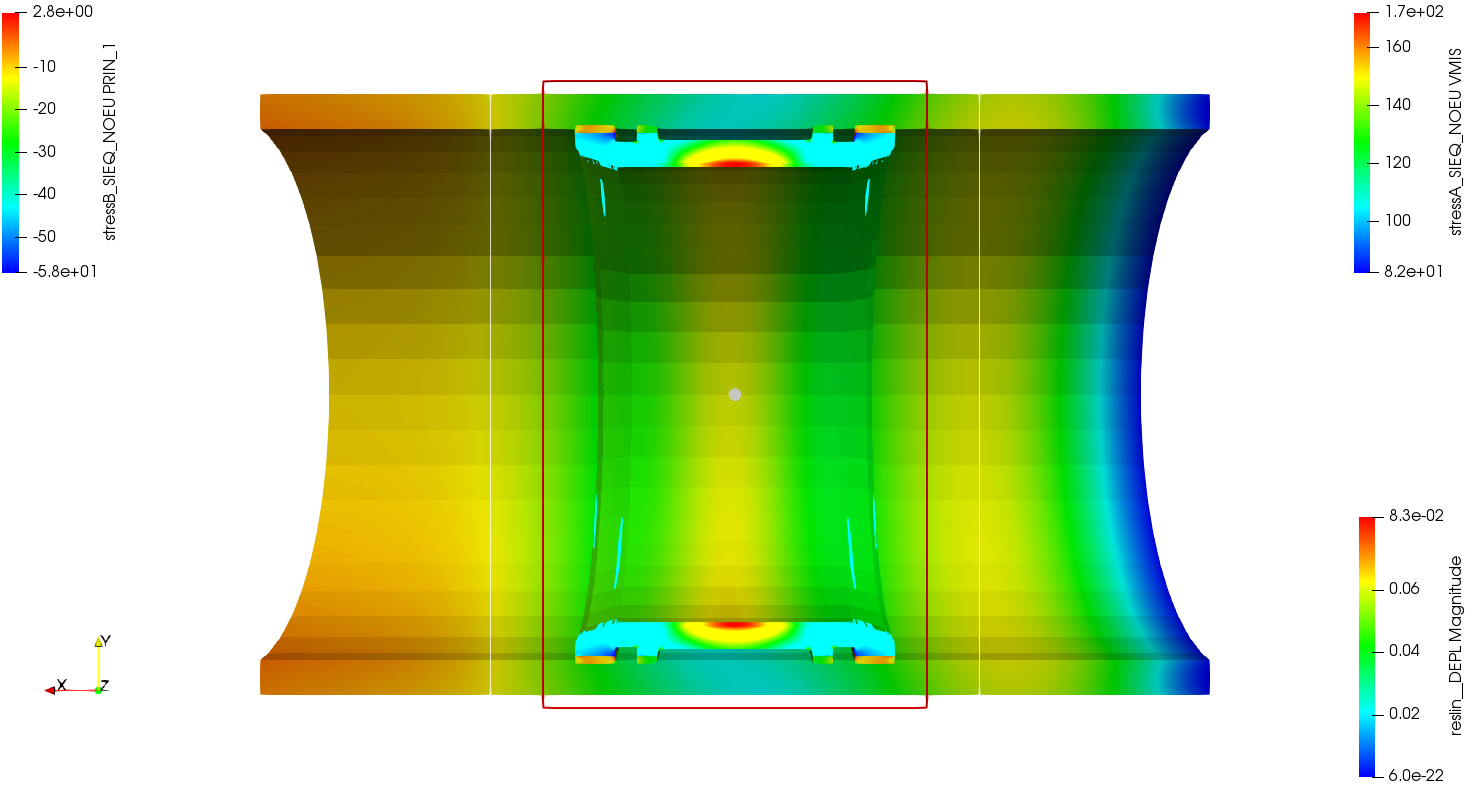
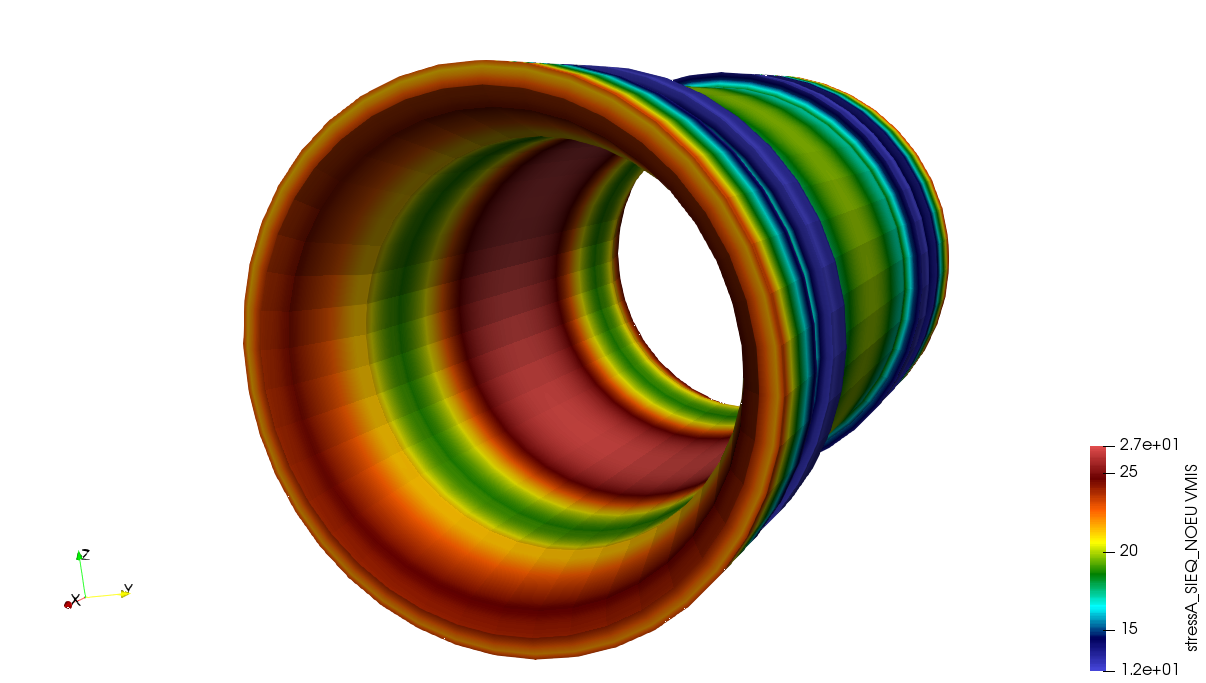
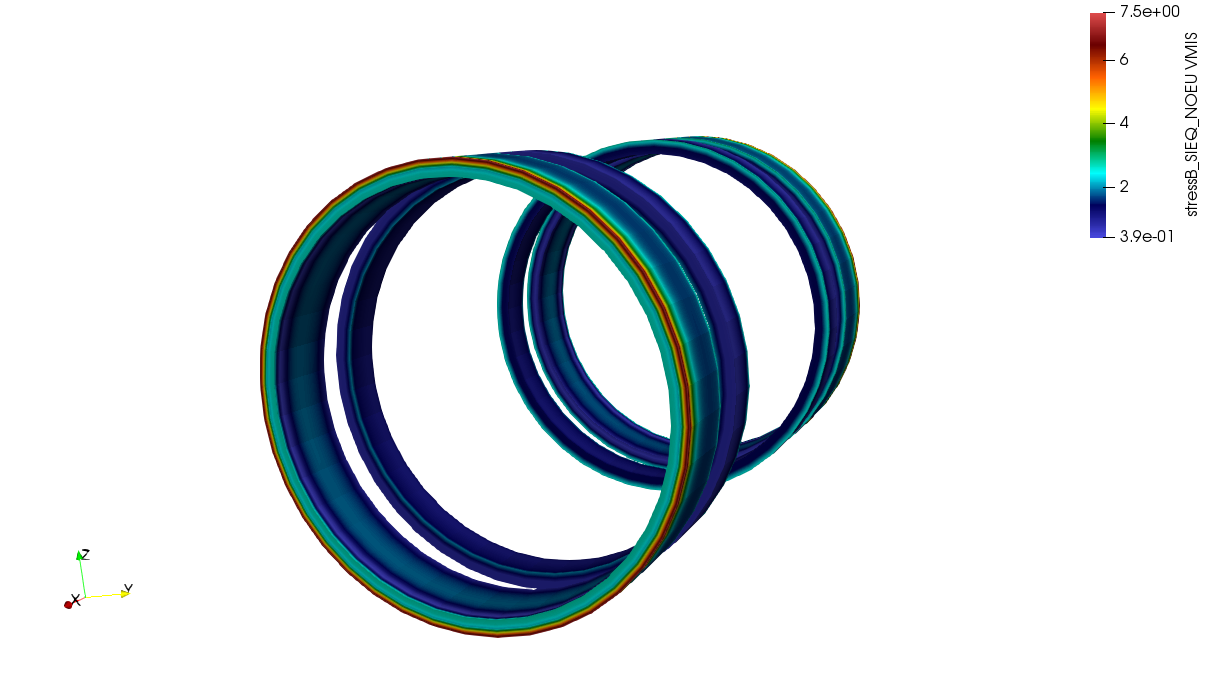
Esfuerzo equivalente de von Mises Slleve 3in SCH-STD.¶
El criterio mas adecuado para el análisis de esfuerzos en metales dúctiles es el de Von Mises
que se muestra en la figura, la escala de colores utilizada esta en MPa.
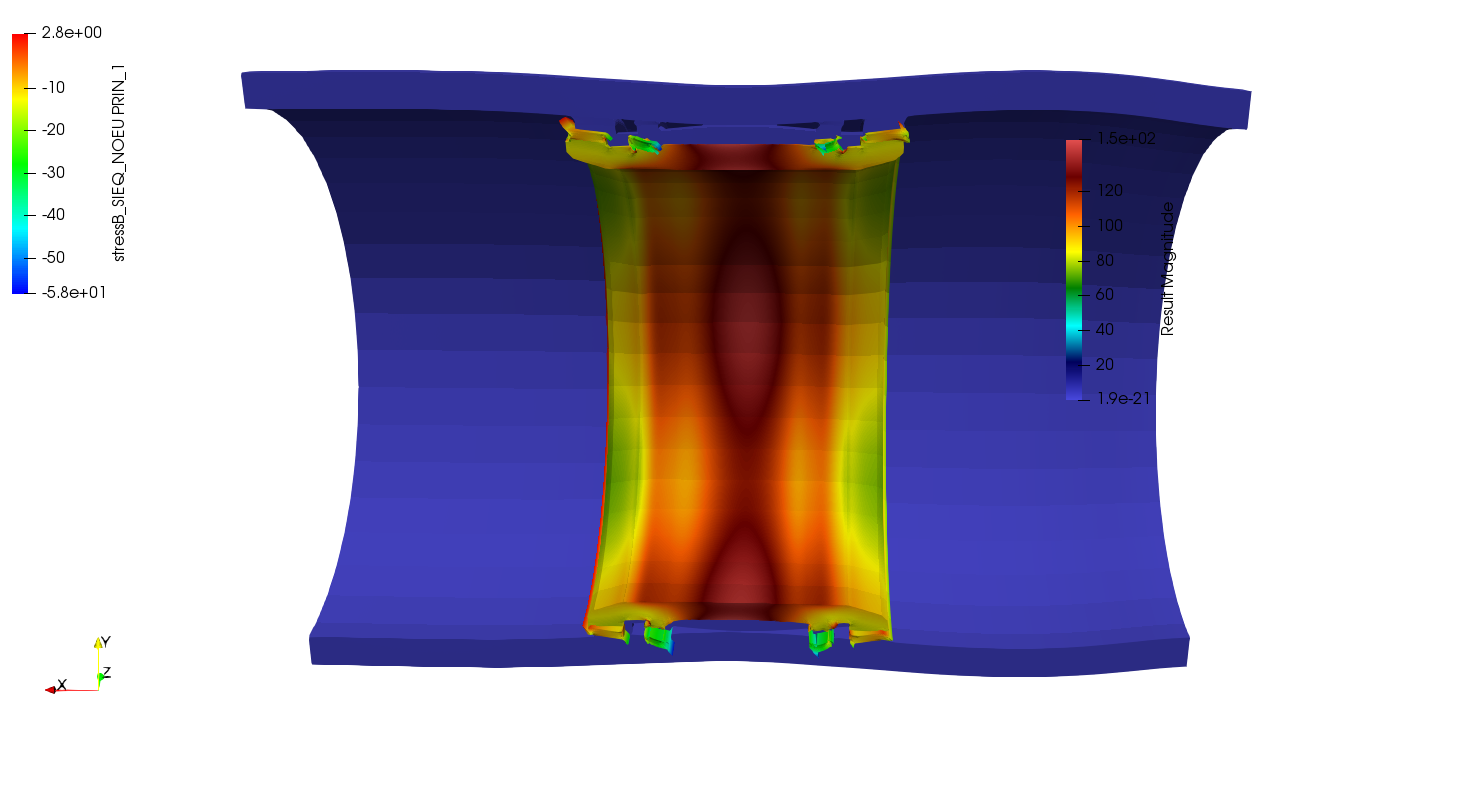
Esfuerzo equivalente de von Mises Adhesivo 3in SCH-STD.¶
En la gráfica se muestra a manera de ilustración el cálculo de esfuerzos en el adhesivo
mediantel criterio de Von Mises. En las tablas del informe se utiliza el criterio de los
esfuerzos principales máximos, segun lo recomendado por referencia la bibliográfica citada [7].
Se utilizó para la corrida de los modelos un equipo con procesador Corei7 de 8va generación,
32GB Ram, con tiempos de corrida promedio por modelo de 900s.
El slleve de los tubos de SCH-STD está sometido a las siguientes cargas:
Presión de diseño: 655psi (4.52MPa)
Fuerza de la flexión del tubo transmitida a través del pegante epóxico: Se calcula cómo la carga producida en el tubo entre 2 apoyos consecutivos debida al peso propio y al del fluido contenido en este. Esta carga se modela cómo un anclaje y una fuerza que producen un momento equivalente.
Carga por expansión térmica diferencial entre el tubo y el Slleve transmitida por el epóxico: Para el análisis es despreciable teniendo en cuenta que el tubo y el slleve estarán aproximadamente a la misma temperatura.
El estudio de esfuerzos en el adhesivo esta fuera de este alcance. En el modelo se incluyó
el epóxico y el tubo para verificar las interacciones de estos con el Slleve pero no sus
estados de carga.
Para efectos informativos se presentan los esfuerzos calculados en el adhesivo, sin embargo
se debe tener en cuenta que la geometría real de este no se conoce detalladamente y que el
fabricante del adhesivo reporta sólamente esfuerzos máximos de Cizallamiento con curado de
8 horas a 40 grados centígrados.
El slleve de los tubos de SCH-STD está sometido a las siguientes cargas:
Presión de diseño: 2220psi (4.52MPa)
Fuerza de la flexión del tubo transmitida al Slleve: Se usa el mayor esfuerzo de la tabla de fuerza por flexión del numeral correspondiente a la tuberia STD para determinar el momento a aplicar.
Carga por expansión térmica diferencial entre el tubo y el Slleve transmitida por el epóxico: Para el análisis es despreciable teniendo en cuenta que el tubo y el slleve estarán aproximadamente a la misma temperatura.
Esfuerzo
principal
máximo P.
Hidrostática
[\(Mpa\)]
[8]
Esfuerzo de
cedencia
Material
Epoxi
[\(Mpa\)]
Factor de
seguridad
3
42
25.86
0.61
8
52.5
25.86
0.49
12
55.5
25.86
0.46
Esfuerzo en Adhesivo Sintepox R-319 para Slleves SCH 80¶
Diámetro
[\(in\)]
Esfuerzo
principal
máximo P.
Hidrostática
[\(Mpa\)]
[8]
Esfuerzo de
cizallamiento
máximo
sintepox
[\(Mpa\)]
Factor de
seguridad
3
21
33
1.57
8
22.5
33
1.46
12
25.5
33
1.29
Se evidencia una situción crítica en los esfuerzos inducidos por las cargas en la prueba
hidrostática teniendo en cuenta que:
En la tabla «Esfuerzo en Adhesivo para Slleves SCH 80» se nota que los esfuerzos cálculados
en el adhesivo superan el valor de referencia para su resistencia mecánica respecto a cargas
axiales.
En la tabla «Esfuerzo en Adhesivo Sintepox R-319 para Slleves SCH 80 se nota que los esfuerzos
de corte calculados presentan un factor de seguridad menor que 2 respecto a la resistencia al
cizallamiento del adhesivo.
El espesor óptimo de los Slleves depende principalmente de la buena escogencia
del factor de seguridad. En las tablas de los capítulos anteriores se vió que
el factor de seguridad de los Slleves actuales se encuentra en un rango muy variado
ente 2.24 y 14, para el más bajo y el más alto respectivamente.
En el libro de Norton [9] páginas 20 y 21 se presentan criterios para la escogencia
de factores de seguridad que aquí se transcriben.
Fairly representative material test
data are available
3
Poorly representative material test
data are available
5+
Environmental conditions in
which it will be used
F2
Are identical to material test
conditions
1.3
Essentially room-ambient environment
2
Moderatelly challengin environment
3
Extremelly challengin environment
5+
Analitical models for
loading and stress
F3
Models have been tested against
experiments
1.3
Models accuratelly represent the system
2
Models approximatelly represent the
system
3
Models are crude approximations
5+
La escogencia de los factores involucra criterios subjetivos derivados de la
experiencia del diseñador y de la información recolectada. Aquí se escogieron los
factores de acuerdo con los siguientes criterios.
Para el factor F1 se escoge el valor de 2 teniendo en cuenta que el cliente debe
solicitar y revisar los certificados de calidad de los materiales con los que se fabriquen
los Slleves.
El factor F2 en el fluido monofásico se escoge con valor de 3 (para un ambiente moderado) por
transportar agua tratada.
El factor F2 paara el fluido multifásico se escoge con valor de 5 por tratarse de un fluido no
tratado y con inclusión de gas.
Finalmente para el Factor F3 se escoge con valor de 2 para ambos casos por realizarse modelamiento
con elementos finitos.
De este modo, para el fluido multifásico se usa el máximo valor \(N_{ductile}\) = 5 y para
el fluido de inyección \(N_{ductile}\) = 3. Con lo que el esfuerzo máximo objetivo será:
Esfuerzo máximo objetivo para el fluido multifásico de baja presión = 76 \(Mpa\)
Esfuerzo máximo objetivo para el fluido de inyección = 126 \(Mpa\)
Se realizan los cálculos con nuevas geometrías y se obtienen los siguientes
resultados.
Se consigue la optimización dentro de un rango razonable de precisión,
teniendo en cuenta que las diferencias con el valor objetivo están por
debajo de las tolerancias de fabricación.
De manera análoga se realizaron modificaciones geométricas para mantener los esfuerzos
en el adhesivo por debajo de su límite de fluencia, sin factor de seguridad (la aplicación
de factores de seguridad requiere de un cálculo mas detallado del epóxico fuera de este alcance).
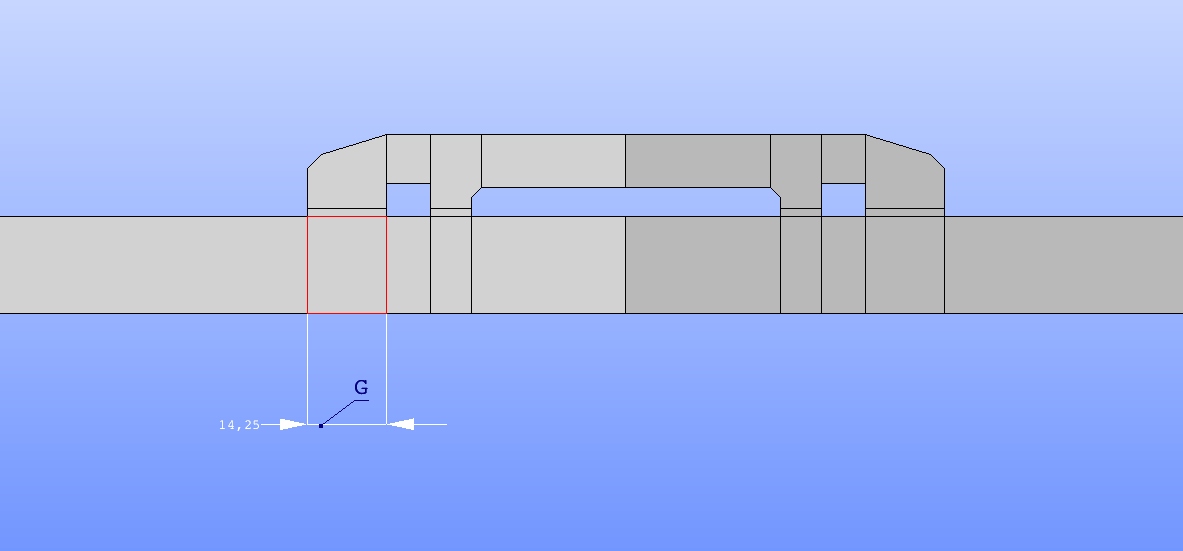
Mediante la extensión de la cota G de la figura siguinete se obtienen esfuerzos en el
adhesivo menores que los actuales, al costo de aumentar la longitud del Slleve en una cantidad
equivalente . El cliente definirá si la extensión propuesta es viable para su uso práctico en
cuyo caso se incluirán valores seguros para esta dimensión en el plano final.
Medida actual de la cota G para el Slleve de 12in SCH-80¶
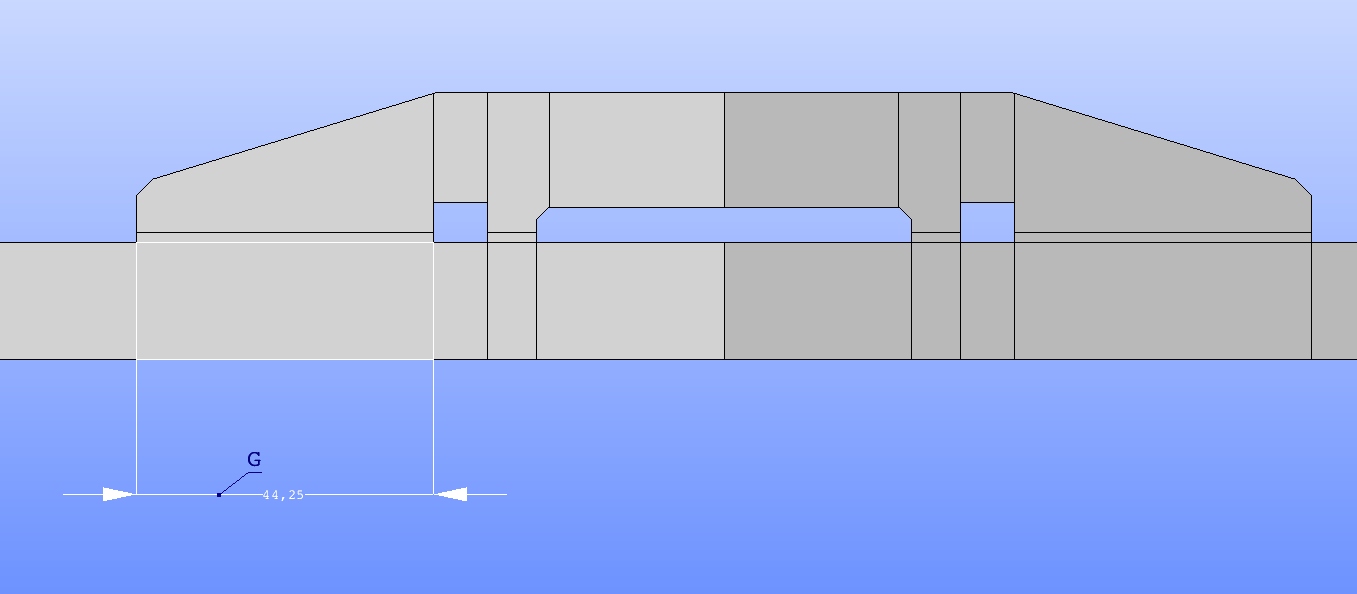
Medida nueva de la cota G para el Slleve de 12in SCH-80¶
Con la medida nueva se alcanza un esfuerzo de 27 \(Mpa\) en el adhesivo, es decir en el límite
de resistencia mecánica de este. La implicación es un cambio de longitud total del Slleve
para pasar de 115 \(mm\) a 175 \(mm\).
Para verificar los modelos previos se hace el cálculo aproximado de esfuerzos
en los Slleves modelados cómo cilindros. Este cálculo no tiene en cuenta los
efectos de la interacción del Slleves con el tubo exterior ni el adhesivo.
Para cilindros de pared gruesa los esfuerzos radial y tangencial son respectivamente [8]:
No se considera cómo cilindro cerrado debido a que la deformación en la dirección axial se
aproxima a la del tubo al que se encuentra adherido el Slleve.
Calculando para el estado de esfuerzos anterior el esfuerzo equivalente de Von Mises es:
Con estas relaciones se calculó el esfuerzo en los Slleves. El máximo se encontró en
la pared interna. Este valor fue comparado con el modelado cómo se observa en la tabla.
Se verifican los órdenes de magnitud de los esfuerzos de los modelos respecto al cálculo manual,
las diferencias que se presentan se deben a la mayor precisión de los modelos de elementos finitos
en comparación con el cálculo aproximado de presión interna en cilindros.
Por tratarse de una pieza especial de la tubería, construida en un material que está por fuera
de las tablas de ANSI B31.3 se utilizó cómo criterio el utilizado para el diseño de piezas mecánicas.
A continuación se hace una evaluación del impacto de la decisión con respecto al criterio dado por ANSI B31.3.
Se buscó en la tabla A-1 de ANSI B31.3 un material con resistencia similar a la del de fabricación del Slleve.El acero API 5L tiene una resitencia a la fluencia de Sy=56Ksi (El material del Slleve 55Ksi)
Para este material a la temperatura de trabajo ANSI B31.3 pide usar una resistencia de trabajo de S=23.7Ksi a 90 F.
También ANSI B31.3 recomienda usar uno de los factores Ec (Factor de la calidad de la fundición) ó Ej (Factor de la junta) de los cuales para el caso aplica el factor Ec, cuyo valor conservador es de 0.8 y puede subir hasta 1 si se tiene control completo de la fundición. Para este ejercicio utilizamos el valor conservador de 0.8.
Al aplicar este factor se obtien SEc= 18.96 ksi.
Si se divide la resistencia inicial del material por la obtenida en el paso anterior se obtiene un valor que se comparamos con el factor de seguridad utilizado. Sy/SEc= 2.95.
El factor utilizado para el material de la tubería de agua de inyección fue de 3, lo cual es muy cercano a lo obtenido de este modo.
Se límita el análisis a las siguientes condiciones:
Análisis estático.
El análisis de esfuerzos se limita a los Slleves, el tubo y el epóxico se incluyen como elementos de la frontera del problema a modelar.
Los resultados obtenidos en el cálculo de los esfuerzos en el epóxico estan limitados ya que el fabricante reporta esfuerzos máximos de
cizallamiento admisibles y no los esfuerzos de tensión máximos admisibles que deben ser el cruterio de comparación [8].